Welcome to Dangote Sugar Refinery Plc
Welcome to Dangote Sugar Refinery Plc
Dangote Sugar’s leading position in the Nigerian Sugar Industry is driven by our 1.44MT/PA refining capacity with warehouses strategically located across the country to serve our target markets. Our operations are supported by a fleet of over 400 haulage trucks for delivery of products.
Dangote Sugar is the major supplier of refined sugar to consumers and industrial markets in Nigeria, and strategically positioned to serve the regional markets through exports of its finished products.
We refine Vitamin A fortified granulated white sugar packaged in 50kg, 1kg, 500grams and 250grams for direct consumption under the brand name “Dangote Sugar”, as well as the unfortified white sugar for industrial use.
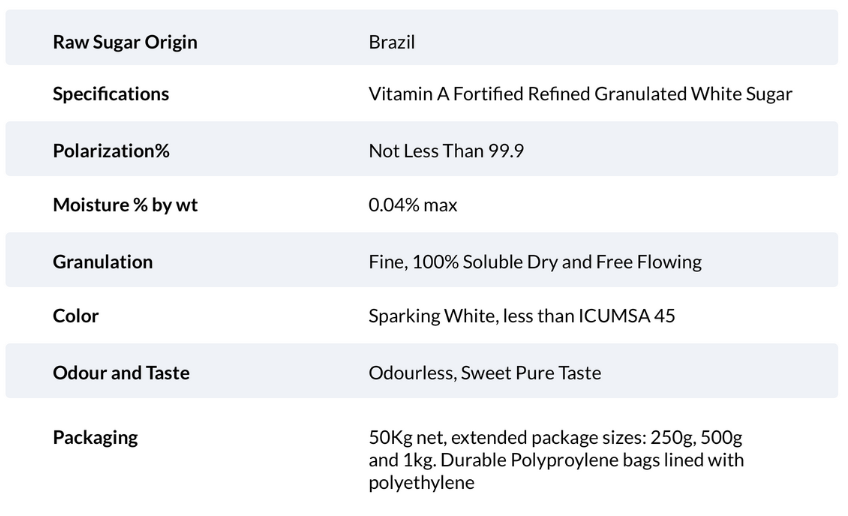
Dangote Vitamin A fortified refined granulated fine white sugar, is produced to the highest quality packaged in 50kg, 1kg, 500grams and 250grams sizes. An all-purpose white sugar for direct consumption, and as an addition to baked foods, sweetening of cereals, beverages etc.
Dangote Refined Unfortified fine white granulated sugar, packaged in 1000kg and 50kg bags, is a specially processed sugar grade used by pharmaceuticals, food and beverage, other manufacturing companies etc., that helps them deliver quality products to their markets with the desired sweetness derived from Dangote Sugar.
Dangote Sugar is produced to high quality standards, using comprehensive quality management control systems to ensure the production of safe sugar and other products generated from the sugar production process.
We are proactive when it comes to quality control, safety and the adherence to standards and are very committed to the achievement of sustainable quality standards in all our process.
Our refinery is operated with quality management systems to at least ISO 9000 standards, as well as other quality control measures throughout our production processes.
The technical competence of our quality control team sees to the continuous investment and improvements in our process technology. Every year quality certification audits are conducted, with validation audits by our multinational customers where necessary.
The Quality Control team provides support for the sales department to achieve maximum customer satisfaction. They work together to develop and achieve product specifications in line with customers’ requests and processes, as well as complaints.
Regular awareness session and checks on our quality standards are carried out amongst our quality control, purchasing, production and sales teams, as well as our suppliers to ensure our quality and food safety requirements are met at all times.